ABB专家优化系统是ABB内部定位的先进自动化控制软件平台,就是通常说的ABC平台,它在全球的范围内已经有超过四百个安装的案例,在每年的过程控制行业有超过30个新项目订单,同时在2008年的全球能源会议还获得了在节约能源方面的技术创新奖,每年为客户节约超过一亿四千万美元的成本,还可以减少超过四百万吨的二氧化碳的排放。
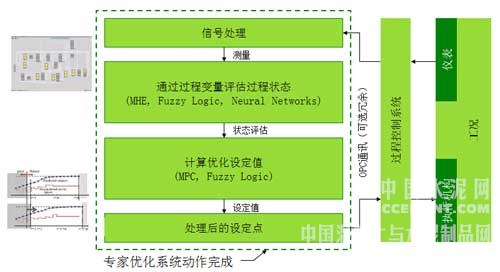
cpmPlus产品家族是ABB针对水泥工业的专家优化系统,除此之外,针对水泥行业一些其他的应用,还包括信息系统、回路优化系统、自动化实验室系统。ABB在水泥行业有非常多的产品线,以及针对各方客户需求的相应的解决方案,专家优化系统就是其中的最为优秀的代表,下面介绍一下专家优化系统的一个基本的工业流程,这是一个简化的框图,可以帮助大家了解一下我们专家优化系统的工作方式。

图一
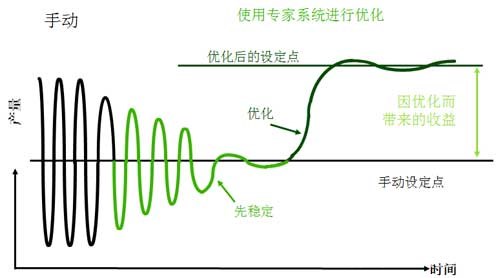
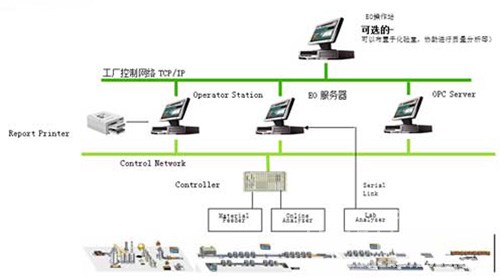
图二
ABB的理念是先稳定,后优化。之所以把这两个理念分开说,是因为这是专家优化系统的一个关键所在,专家优化系统除了控制还有优化,为工厂得到相应的收益,包括产量、节煤、节电。
图三
一、EO专家优化系统中使用的先进控制技术
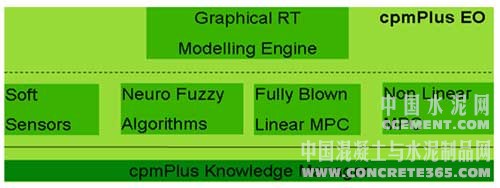
模糊逻辑(人类思维)
神经元网络(软传感器)
模型预估控制(线性的、非线性的、布尔逻辑)
图形界面组态(可视化的,易于使用)
通用计算(算法,布尔数学体系)
状态评估机制(状态转换逻辑)
基于Web的图形界面
二、模型预估控制
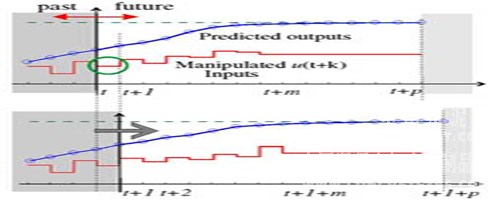
1.评估位置(测点)估算系统状态
2.预测未来的动向(数学算法,优化)
3.实施第一个动作(新的执行机构设定值)
4.在对象作出相应反应后重新开始新一轮的计算;考虑相应的限制条件(允许的动作);考虑使用成本函数(尽量减少损失)
三、技术的运用
当然,所有的技术都是工具,重点还是如何运用
ABB拥有在水泥行业数十年的经验,与多个水泥集团及科研机构联合开发,可以使用这些先进的控制技术开发出最为优秀的应用产品。始于1981,至今经历了众多版本的进化,始终专注于水泥优化控制。

[Page]
四、网络架构
五、专家优化系统水泥行业应用
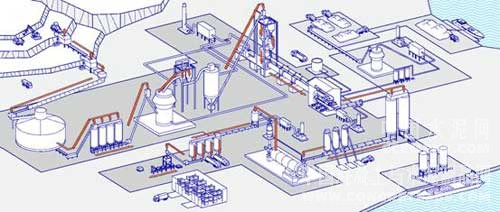
专家优化系统,可以用于水泥生产的全过程,即:堆场均化,原料均化,窑, 分解炉,煤磨控制,水泥均化,原料磨控制,篦冷机控制,水泥磨控制。
1、窑,分解炉和篦冷机优化
(1)目标:确保在保证质量指标的前提下维持一个最优化的烧成工况;确保良好的燃烧条件;确保最大化的使用替代燃料;提高产量;节约煤耗与电耗;稳定 O2 和 CO的含量。
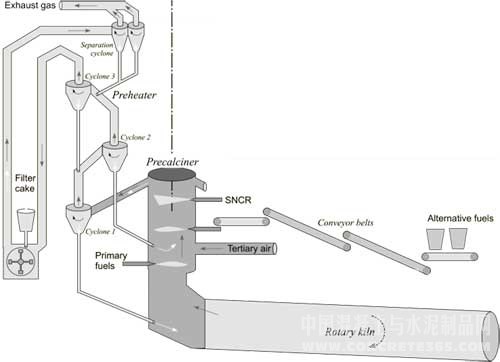
(2)窑,分解炉及篦冷机优化--监控测点及控制点
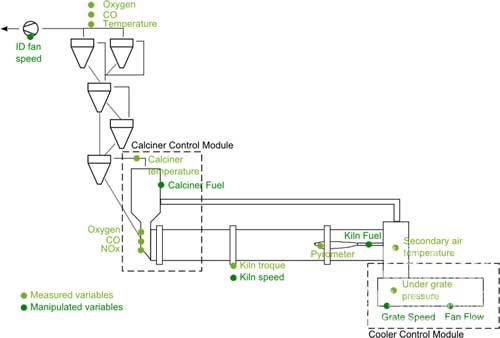
控制点:窑喂料 & 窑转速;燃料使用 (常规燃料 & 替代燃料);高温风机转速;篦冷机篦床速度&篦冷机风机风量(转速/阀门)
测量点:分解炉温度;氧气及一氧化碳含量;比色高温计,窑主电机转矩(电流)和氮氧化物含量;篦床下压力(通常为1室或2室压力);熟料质量数据(游离钙和/或升重)
2、原料均化优化
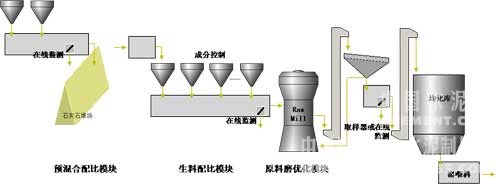
最大情况下的降低原料堆场,混合料以及水泥成品的化学成分波动
降低原料堆场中物料的成分波动
稳定原料磨喂料的化学成分
均化混合水泥,使得添加成分的作用最大化
(1)原料均化/成品水泥均化--混合料配比
技术:根据取样分析或在线分析仪结果控制均化物料进入粉磨;模型预估控制;模型 (取料机动态模型、输送延迟、化学成分波动模型控制变量);取料机设定;控制添加辅料喂料称。
(2)物料粉磨--磨机优化控制
技术:模型预估控制;降低生产波动;模型(执行机构动态模型, 输送延迟模型,选粉机模型, 易磨性模型)
测点变量:磨盘电机功率,差压测点,温度,产品细度
控制变量:喂料量,选粉机转速,喷水控制,热风炉控制
[Page]
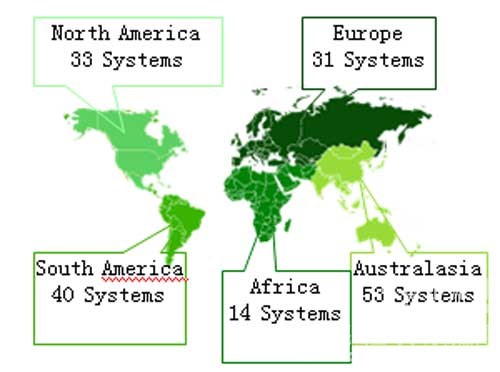
六、专家优化系统业绩遍布全球
我们可以为客户带来的典型收益
增加产量:3%-5%
减少燃料消耗:3%-5%
降低排放等级:3%-5%
降低电耗:3%-5%
减少质量波动:10%-20%
减少耐火材料消耗:10%-20%
节约人力成本
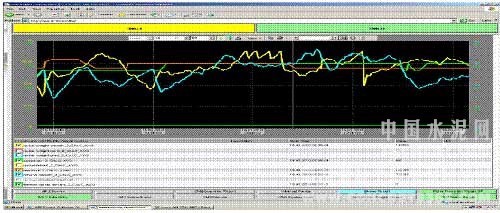
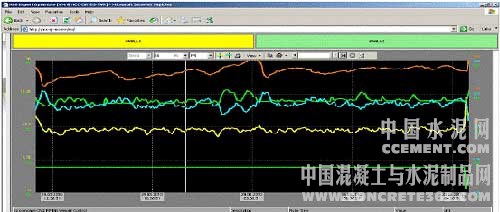
七、应用效果——EO优化项目投入运行前后对比

EO切换在线前后各4小时关键参数趋势对比
窑电流,分解炉温度,篦下压力等
1、EO应用情况 – 分解炉温度稳定性对比
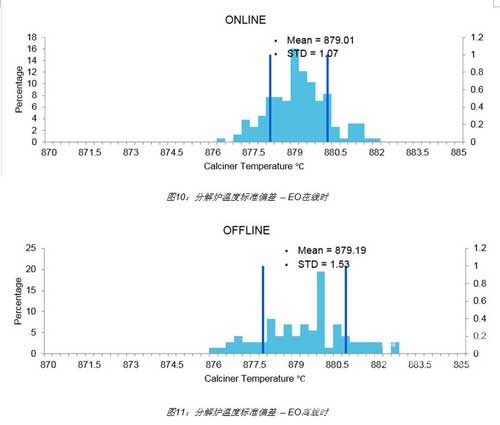
上图为中联项目在验收测试时在线与离线状态下分解炉温度运行状态的对比。
EO在线状态下,分解炉温度的STD为1.07度,EO离线状态下,分解炉温度的标准偏差为1.53度
标准偏差降低了31%!
2、EO应用情况 – 篦下压力稳定性对比
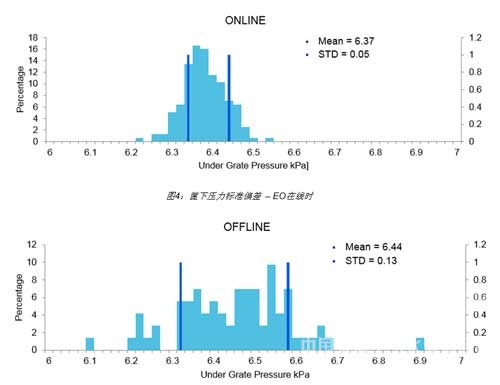
上图为中联项目在验收测试时在线与离线状态下篦下压力运行状态的对比。
EO在线状态下,篦下压力的STD为0.05kPa,EO离线状态下,篦下压力的标准偏差为0.13。
标准偏差降低了61%!
3、EO应用情况 – 窑电流稳定性对比
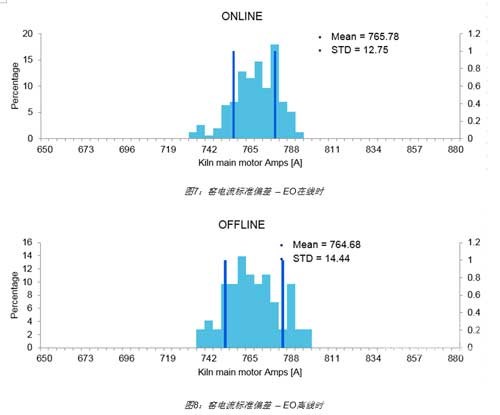
上图在中联项目验收测试时在线与离线状态下窑电流运行状态的对比。
EO在线状态下,窑电流的STD为12.75,EO离线状态下,窑电流的标准偏差为14.44。
稳定性改善达到了11.7%。
八、土耳其OYAK水泥4号线– EO年化收益
|
KILN ♯ 4 |
CONTROL BY OPERATOR |
CONTROL BY EO |
VARIATION |
|
Production (Ton/day) |
4.398 |
4.487 |
2,01 % |
|
SpecificHeat Consumption (Kcal/kg-clinker) |
844,5 |
836,1 |
-0,99 % |
|
Specific Electric Consumption (kWh/ton) |
10,55 |
10,32 |
-2,13 % |
|
2-Day Strength (MPa) |
19,93 |
21,05 |
5,65 % |
|
Total Energy Saving ($/Year) |
280’000 |
||


 浙公网安备33010802003254号
浙公网安备33010802003254号